����ϵ�кYɳ�C(j��)ݔ�͎���ճ�ӹ�ˇ�ͷ����ĸ��M(j��n)
�l(f��)���r(sh��)�g��2015.10.25 ����(l��i)Դ���Yɳ�C(j��),�ӱ������C(j��)е��������˾ �g�[�Δ�(sh��)��
�o(w��)Փ���Yɳ�C(j��)������ݔ�͙C(j��)߀�ǻ���������վ�������߀��������Ҫ����ݔ�͵��ИI(y��)���x���_(k��i)Ƥ��ݔ�͙C(j��)������������ݔ�͎�ճ�ӵĆ�(w��n)�}������Зl��������܉���ó��S����ճ�õĭh(hu��n)��Ƥ������Ǯ�(d��ng)Ȼ�ٺò��^(gu��)������Ȼ��������S���Ñ��](m��i)����ô�õėl��ʹ���ϭh(hu��n)��Ƥ������ֻ�ò��ìF(xi��n)��(ch��ng)ճ�ӵķ����������F(xi��n)��(ch��ng)ճ��߀������ճ������������ճ�ӷ�����ճ�ӹ�ˇ�dz���Ҫ������δ���úõĹ�ˇ�ͷ��������ճ�ӳ���(l��i)��Ƥ�����^ʹ�É����ܶ���������еĽ��^ֻ��3��5��(g��)�¾͔��ˡ�
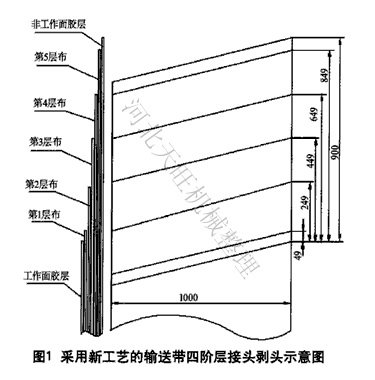
����1����ݔ�͎�����ճ�ӹ�ˇ
����1.1���f��ˇճ��ݔ�͎��ı�
����һ����r���������ͨ��ճ��ݔ�͎��ķ����Dz���б�ӻ�ֱ�ӷ���������Ȍ�ݔ�͎������������A�������һ��������ӽ��^�Ŀ�����(qi��ng)�ȣ��������z���ώ�һ���ɌӲ�����@��ճ�ӳ���(l��i)��ݔ�͎����^�Ŀ�����(qi��ng)���������������ͬ�r(sh��)Ҳ����һ���Ć�(w��n)�}������Ǿ��ǽӿp̎�Ĵ��^�����^(gu��)Ӳ���ÿ��(d��ng)ԓ�ӿp�\(y��n)�D(zhu��n)���������ĺ���LͲ̎�ۏ��r(sh��)����������z�ӎ��в���������䏗��׃���(j��ng)�����F(xi��n)�ӿp̎�Ĵ��^�_(k��i)�z��������N߅�F(xi��n)�������������ǹ�����ӿp̎�����(y��n)�أ��Ĵ��_(k��i)ʼ���M(j��n)ˮ���������M(j��n)ɳ�ӣ��O��ؿs����ݔ�͎����^��ʹ�É���������
����1.2��ճ��ݔ�͎����¹�ˇ
������ݔ�͎��Ľӿ��������z̎�����ӄ�һ�l50mm���IJ������ӵļ����z����������@50mm���ļ����z�ӱȺ����ӵ����z�ӵď���Ҫ�õö����������ܛ�����������@�N���^�Ͳ���(hu��)�a(ch��n)���ӿp�_(k��i)�z��������N߅�F(xi��n)���������Ҳ�������L(zh��ng)��ݔ�͎����^��ʹ�É���������
����2��ݔ�͎���ճ�ӷ����ĸ��M(j��n)
����ͨ����ճ��Ƥ���r(sh��)���������(d��ng)Ϳ���z��(du��)�p�r(sh��)������������ֻ�̽z�Q����סƤ�����^�ă�߅������������(du��)�p�������O��Ϳ���z���z��Ū�K�����Ƥ�����^ճ�ӎ�������Ƥ��ճ��̎�ă�߅�ͳ��F(xi��n)�ֲ��_(k��i)�z�F(xi��n)����������˱����F(xi��n)��İl(f��)�����ɲ�ȡ���з�����
����2.1�����z����ı�����ճ�ώׂ�(g��)�z�l�ķ���
������(d��ng)�����^���ք��ú�������Ҫ��ë�z����֮ǰ��������������^���z����ı��棨���������z�ϣ�ճ���ĵ�����(g��)�z�l����������ʽճ�ӕr(sh��)���������������z�l��(du��)�p������Ա�����Ⱦ�z������z�����Ԝp��Ū�KͿ���z�z��Ć�(w��n)�}���F(xi��n)�������Ҳ�͜p���˽��^̎��߅�_(k��i)�z�F(xi��n)��l(f��)���Ď����������
����2.2���ڃɂ�(g��)�z����֮�g�ȉ|�������ϲ��ķ���
�����ڌ�Ϳ���z�Ľ��^��(du��)�pǰ���������½��^���渲�w��һ��ȫ�¸Ƀ����ۯB������ϲ������Ȼ��������������Ľ��^�p�p�ĸ��w�����ϲ������M(j��n)�Ќ�(du��)�p����(d��ng)��(du��)�ÿp����������N����^��һ�^�����س������ϲ�����˷�����Q�ˌ�(du��)�p�y�Ć�(w��n)�}���ֱ�������ȾͿ���z���z����Ć�(w��n)�}�����
����3�������ݔ�͎����^������������ʩ�ͷ���
����3.1���pС�������z�ӿp�p϶�ķ���
����3.1.1��ݔ�͎����^�Է����z�ӿp϶׃���F(xi��n)��
������ݔ�͎����^���g��ÿ��(g��)�A�ӵ��L(zh��ng)�����s��1mm����Է��@�����L(zh��ng)���ڄ����r(sh��)�a(ch��n)���`����������������½��^��(du��)��(y��ng)�ĸ��A��֮�g�֧����������a(ch��n)����������������z�ӵĽӿp�������F(xi��n)�p϶׃���F(xi��n)��
����3.1.2�����^�A����ϙz��
���������^��B����z�(y��n)����^���Ƿ�����_���������ͬһ���Ӵ��^�g��1��2mm�g϶����������(zh��n)�_�M(j��n)������������횱��C���^̎��ͬһ���Ӳ����دB�����
����3.1.3��Ϳ�zע�����(xi��ng)
��������ëˢ�����Ƀ�ճ����������Ȼ��Ϳ�z���كɱ�����ÿһ��Ϳ���z��Ҫ�����������S©Ϳ�����Ҫ������������Ϳ��һ���z���Ϳ�z��횸�������t��(hu��)�a(ch��n)�����ݣ���(d��o)��ճ�������½�����
����3.2���������M(j��n)�����a(b��)�z���w���^�p϶
�������Բ��õ�(gu��)ؐ�����{���a(b��)�z�ͼӏ�(qi��ng)���������������ݔ�͎��Ľ��^�p϶���w�������@�Ӿ͏صر�����ˮ��ɳ���M(j��n)����^�p϶����������õ����Ƥ�����^��ʹ�É������������ʾ��ǧ�f(w��n)�����ß��a(b��)�����w���^�p϶����?y��n)����������a(b��)�����_(d��)��145�����ϵĜضȣ���(du��)��������ճ�zճ�ɵ�ݔ�͎����^�O�鲻���������
����4����������ݔ�͎����^��ճ���|(zh��)������(zh��n)���������Ҫ�Ĺ���
����4.1����(zh��n)���Ҫ�Ĺ���
�����������1����(zh��n)��һ��(g��)����1m�L(zh��ng)��䓰�ߣ�
���������2����(zh��n)��һ���ֻ��Q�ӣ�
��������3����(zh��n)��һ��8��Ŀ˽z�Q���������
����������4����(zh��n)��ɰѵ���
����������5����(zh��n)��һ��(g��)��ĥɰ݆�C(j��)���ɂ�(g��)����䓽zˢ��
�������6����(zh��n)��һ���ɰ�2��ëˢ��
�������7����(zh��n)��һ�Ѵ�̖(h��o)����Ƥ�N�ӣ�
��������8����(zh��n)������L(zh��ng)�еȺ�ȵ������ϲ���
�����������9����(zh��n)��һ�K��ʯ������
������10����(zh��n)��һ֧1��2t�������J������
����4.2���������m�õĹ���
����4.2.1����������
����һ��ճ��ݔ�͎��r(sh��)���](m��i)�к��m�ĵ��������������ͨ�õIJü�����������еĴ_���h������������ü�����һ��(g��)*���ȱ�c(di��n)������ǵ�Ƭ̫��������һ�������r(sh��)�������Ƭ�͕�(hu��)Ť��������ֱ������������������пڲ���һ�lֱ��������������������п�ճ����Ƥ�����^Ҳ���ڽӿp�Ќ���խ��(w��n)�}���������̵��u��һ�N�p���еĵ��������Ҳ��̫�m�á�*�õ��k�����Լ��ӹ��ɰѵ���������ȵ����껨��ʮ��Ԫ�X�Iһ��䏴����õĸ����䏗l��������Ƀɵ�����(ji��)����ÿ��(ji��)ĥ��һ�ѵ�����˷N������ĵ��ڵ�ֱ���Էdz���������dz��m��ճ��Ƥ��ʹ�á�Ҳ����ĥ���m������ʹ�õĆ��е�������
����4.2.2�������ɸ���ݔ�͎��Ŀ���
����ÿ�����Ӳ��Ãɸ�1400mm�L(zh��ng)��50��50����������ھ��䓃ɶ�15mm̎�քe�@�ɂ�(g��)��12�Ŀ�������(zh��n)��������ĸ��M12��60mm��˨������ɸ���䓺̓�����˨�M�ϳ�һ��ݔ�͎����ӣ��Ԃ���������